Archive
2023 Chill-Pro Spring Claims Highlights

10-year-old Centrifugal chiller. Cause of Loss: Variable Speed Drive failure.
DESCRIPTION: Power module for 100 HP VFD Starter failed. Further investigation revealed two burnt
spots in the power module. The cause of the burnt was electrical arcing in the power module. The main
drive assembly was replaced, and the chiller unit returned to service. The unit was repaired and
operational.
14-year-old Magnetic Bearing, screw chiller. Cause of Loss: Magnetic bearing compressor failure.
DESCRIPTION: Investigation revealed that on the date of loss – Turbocor Compressor Number 2 was
operating at high output temperature. The unit was shut down and found that rotor magnetic bearing
had failed. Turbocor compressor is not field repairable and requires replacement of the compressor. I
have attached to this report a diagram of how the magnetic bearings are configured in the compressor.
The manufacturer discounted the new compressor 32% after the core was returned. No other damage
noted to chiller other than compressor failure.
16-year-old air cooled Screw chiller. Cause of Loss: Screw compressor failed.
DESCRIPTION: Compressor bearings failed causing compressor motor to seize. Replaced compressor,
buss bars and fittings. Unit has been returned to service.
9-year-old air cooled Scroll chiller. Cause of Loss: Scroll compressor failed.
DESCRIPTION: Technicians were called out to the facility when the 210-Ton Scroll Chiller stopped working.
Initial inspection found that one of the compressors on the chiller unit had stopped working. Further
inspection of the compressor found that some of the contactors had welded closed. Due to the nature of
the contactors welded closed, they could not simply be replaced, the entire compressor needed to be
back to service.
25-year-old Reciprocating chiller. Cause of Loss: Reciprocating compressor pistons failed.
DESCRIPTION: Technicians were called to troubleshoot an issue with the 150-Ton Reciprocating chiller.
Technicians discovered that the suction line for the compressor had broken, and refrigerant was leaking
from the chiller unit. Technicians repaired the broken line and re-started the chiller.Within 4 hours of restarting, the suction line was broken again, and more refrigerant was lost. Technicians repaired the
suction line to the chiller and restarted it. The technicians continued to monitor the compressor and
suctions line. It was later revealed that the compressor attached to the recently repaired suction line was
vibrating excessively. The vibrations caused another break in the suction line. Further investigation by
the revealed that the compressor had broken pistons. The broken compressor pistons caused the unit to
vibrate excessively causing damage to compressor suction line. A new compressor was installed, and the
chiller system returned to service.2022 Chill-Pro® Summer Claims Highlights

- 10-year-old, 120 Ton Air cooled Screw chiller. Cause of Loss: Drive rotor fused to compressor casing
DESCRIPTION: Damage to Screw compressor while in operation. The male, or rotor driver, was found
fused to the discharge wall of the compressor casing. The rotors were separated from the discharge wall
during disassembly. Both the male and female rotors were found to be damaged. In addition to the
damage found to the rotors, a significant amount of damage was also found on the discharge wall of the
compressor. All thrust and counter thrust bearing appeared to be in good working order. The
compressor required replacement as repair was not an option based on initial damage review.- 16-year-old, 500 Ton Centrifugal chiller. Cause of Loss: Ruptured O-Ring, refrigerant leak
DESCRIPTION: 500 Ton Centrifugal Chiller had major leaks. Loss reported as major leak on chiller.
Further communication with the insured revealed that an O-Ring blew out releasing an excessive amount
of freon from the system. Contractor confirmed the damage to O-Ring. It appears that O-Ring was
damaged and could not hold Freon in the system. The O-Ring was replaced, and Freon was added to the
system. The bulk of claim cost was refrigerant recovery.- 15-year-old, 80-ton Scroll chiller. Cause of Loss: Electrical arcing, failed compressor
DESCRIPTION: On date of loss, Technicians were called out when one of the six compressors on the 80-
ton scroll chiller unit stopped working. Testing of the unit found that the compressor had shorted to
ground. The compressor was replaced, and the unit was returned to service.- 10-year-old, 150 Ton Magnetic Bearing chiller. Cause of Loss: Stripped set screw, compromised seal
DESCRIPTION: Our investigation found that on the date of loss, technicians were called out to diagnose a
failure on the 150 Ton magnetic bearing chiller. Technicians found the system inoperable on a
temperature alarm. Initial inspection found that the system had lost most of the refrigerant in the
circuit, which caused the unit to overheat and force a shut down. Technicians traced the leak to a section
of the line where a screw holding the sections together had been stripped out. Due to this section no
longer being sealed properly, the refrigerant was released from the system. Technicians recovered the
remaining refrigerant and repaired the section of the refrigerant line. They recharged the system with
R134A refrigerant and re-started the chiller.- 10-year-old, 450 Ton Centrifugal chiller. Cause of Loss: Circuit board failure due to power surge
DESCRIPTION: During service call chiller was found to be inoperable. Troubleshooting procedure
revealed failure of 4 printed circuit boards. Replaced circuit boards and restarted 450-ton Centrifugal
Chiller. No further maintenance performed.Common Guidelines For Optimum Chiller Performance
- Maintain Equipment operating logs
- Logs should be filled out twice during each 8-hour shift
- Record pressures, temperatures, and other pertinent information to recognize performance
deviations
2. Follow proper compressor shutdown and startup routines.
- Follow manufacturer recommended shutdown procedures
- Components that may need attention are the compressor, compressor motor, control center, purge
unit, oil return system, cooler, condenser, starter, and water pumps - Follow OSHA lockout/ tagout regulations
3. Check chiller control center and starter for proper operation
- Proper electrical overload settings
- Chiller shuts off promptly due to excessive amperage
- Check all starter wire connections for loose contacts, obstructions, or pitting
- Electronic controls for motor current limit, overload, power fault interruption, and pre-rotation vane
control (centrifugal chillers) should be tested
4. Perform oil sampling and analysis
- Oil analysis provides unambiguous evidence of chiller condition
- High copper levels indicate tubing corrosion, or oil pump bearing wear
- HVAC manufacturers recommend annual oil sampling and filter inspection
5. Keep Refrigerant clean and charged
- Condenser and evaporator shells become subject to corrosion
- Rust can settle in condenser shell, mix with oil, and become sludge
- Sludge-covered tubes reduce heat-transfer efficiency, raising energy consumption
6. Eliminate Condenser tube scale
- Excess head pressure caused by scale makes the compressor work harder
- Mechanical brush cleaning of tubes is recommended if scale buildup is a problem
7. Maintain Condenser water flow rate
- Eliminate scale buildup in the condenser tubes
- Check valves for proper functioning
- Check for clogged nozzles in the cooling tower, dirty water strainers, air in the water piping
8. Eliminate excess air
- Review operating logs to determine refrigerant pressure
- Air must be purged because it increases head, forcing the compressor to work harder
- Check automatic purge unit for proper operation
9. Maintain Motor efficiency
- Motor must be kept clean and cool
- Motor improperly cooled if logs show increase in current draw without voltage increase
- Megohmmeter all leads, terminal lugs, and wire connections
- Bolts holding the motor in place should be tight
- Lubricate bearings
10. Test Heat-Exchanger tubes
- Outsource Eddy current testing and analysis
2022 Chill-Pro® Spring Claims Highlights
- 9-year-old Air cooled Screw chiller. Cause of Loss: Circuit board arcing on mag bear compressor.
DESCRIPTION: Failure 250V DC power control voltage. Inverter A/C D/C converter for the low voltage controls shorted from power problems in the local area. This problem could have been associated with identical issues with chiller #2. Insured contact stated that power surge in the local area may have caused loss of control voltage for Chillers Number 1 and 2. No other damage noted to components other than chiller control voltage. The converter was replaced, and chiller unit returned to service.
- 17-year-old screw chiller. Cause of Loss: Compressor seized, locked rotor.
DESCRIPTION: Chiller had a mechanical failure. The compressor was locking up and over amping chiller unit. The chiller compressor required replacement.- 9-year-old air cooled scroll chiller. Cause of Loss: Blower motor broken, bearing failure.
DESCRIPTION: 30 HP blower Motor was vibrating and over amping due to bearing failure. Bearing failure in the motor caused vibration that caused a failure in the mounting brackets and stress fractured a distribution tube in the refrigeration circuit.
- 6-year-old air cooled scroll chiller. Cause of Loss: Broke hydronic coils due to vibration.
DESCRIPTION: Technicians found the condenser coil on the chiller unit leaking. Upon inspection of the condenser coil, they found that there were catastrophic ruptures in both the upper and lower coils. Technicians discovered that severe vibrations caused by the failing cooling fans (replaced during separate unclaimed repair), as well as high temperatures lead to the condenser coils rupturing. The condenser coils were replaced, and the unit has been returned to service.
- 13-year-old centrifugal chiller. Cause of Loss: Cracked compressor check valve.
DESCRIPTION: Contractor stated that a check valve failed on Chiller #1. We confirmed through conversations with contractor that both valves on the chiller were damaged. The cause of loss was cracked plungers and displaced springs. The plunger and springs would no longer seat and hold pressure due to damaged valves. The check valves were replaced, and the chiller returned to service.
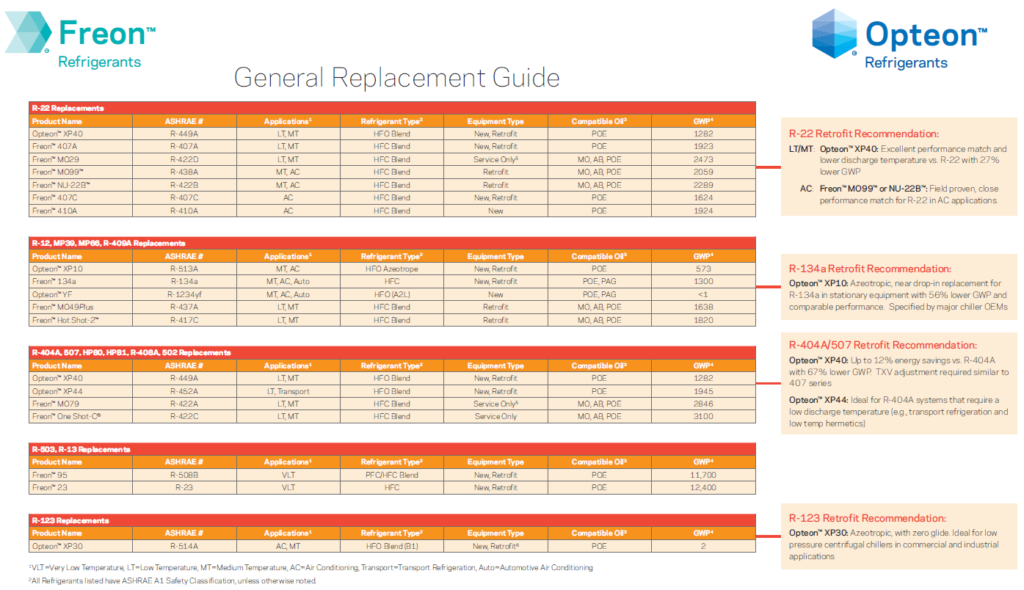
Refrigerant Retrofit Suggestions Presented by Opteon
As the EPA ramps up its HFC refrigerant phase out, commercial HVAC service contractors have been tasked with finding economical solutions for their customers’ aging equipment. HVAC service contractors need to measure a number of factors when prescribing a new refrigerant solution including EPA compliance by state, additional safety requirements, equipment retrofit efficiencies, customer budget, and much more.
During Chill-Pro®’s visit to the AHR convention this past January, we met the folks at Opteon Refrigerants who shared with us their Refrigerant Replacement guide and their recommendations for various refrigerant retrofit applications. Feel free to download and share the guide and contact Opteon directly for more information.

Top 8 Maintenance Tips for Absorption Chillers
Chill-Pro® supports a comprehensive approach to predictive maintenance that protects the building
owner’s investment in cooling equipment and keeps it operating reliably and efficiently.Here are 8 Tips for maintaining Absorption Chillers…
- Maintain the Purge unit
Perhaps the most critical part of the system’s operation is the purge unit, which maintains the
vacuum within the chiller shell by expelling air that leaks in. The pump should be operated at
least once a week, even when the system is not in use. - Leak-Test the unit regularly
Because an absorption chiller system requires vacuum conditions to generate cooling, air leaks
sharply reduce system performance and reliability. If the system requires frequent purging, it
should be pressure-tested as soon as possible to check for air leaks. Leaks should be repaired
promptly. - Test for tube leaks
If leaks are detected at the head of the generator, evaporator, condenser, or absorber, there
may be a leak in one of the tubes. Pressure tube testing or eddy current testing can be used.
Replace faulty tubes as necessary. - Check for tube fouling and scaling
A drop in capacity may indicate that the tubes need to be cleaned. Cleaning frequency is
influenced by local water characteristics, atmospheric contamination, operating conditions, and
other local conditions. Two types of deposits can cause fouling: Dirt/rust/ sludge, and scale.
Condenser tubes should be cleaned annually, at a minimum. - Maintain the pumps
Seals on both solution and refrigerant pumps should be replaced when a leak is evident. The
motor coolant system strainer should be cleaned while other maintenance functions are being
performed. - Make sure the lithium bromide is properly conditioned
For maximum protection, the system must have the proper lithium bromide salt concentration
and inhibitor to prevent the salt solution from causing internal corrosion on the shell and tubes.
Withdraw and test a sample of the salt solution and consult the manufacturer if alkalinity is too
high. - Inspect and verify the calibration of controls
Check all operating and safety controls, checking lights and gauges for accuracy. Inspect steam
valve and make sure it is closing properly. Check power supply and unit fuses. Review the
temperature readings on the cooling tower water. Check the settings of tower fans. - Maintain a Data log
A good log may help an operator recognize early symptoms that could result in poor
performance or damage to the unit.
- Maintain the Purge unit
2021 Chill-Pro® Winter Claims Highlights

Check out the list of some of our claims highlights from the past few months, closing out our year in 2021.
- 5-year-old Water cooled Centrifugal chiller. Cause of Loss: Compressor Arcing.
DESCRIPTION: The stator for magnetic bearing compressor failed in the windings. Please note that
the compressor was not field repairable and required entire compressor to be replaced. The
compressor is traded for core and rebuilt magnetic bearing compressor installed. No other
damage noted to other components associated with compressor failure.
- 6-year-old Air cooled Screw chiller. Cause of Loss: Locked Rotor.
DESCRIPTION: The motor that shorted to ground is related to compressor #2. Through
conversations with insured, contact found metal shavings inside the compressor so we are
suspecting a possible lubrication issue which may have been oil pump failure. After the new
compressor was started, tech made a couple of return trips to check the oil. Minimum oil height
in the oil separator is 7 inches. He measured 8 inches which means lubrication is running normal.
The compressor was replaced, and unit returned to service.
- 31-year-old Water cooled Centrifugal chiller. Cause of Loss: Compressor arcing.
DESCRIPTION: Received an emergency service call around 5am this morning stating the chiller is
tripping the main breaker. Upon arrival, technician found that the motor had shorted and seized.
This chiller is critical to the operation of a 10-story office building. It was quicker to replace motor
than attempt repair. It appears that drive line seizure may have caused damage to the motor.
The motor operates 450 Tr centrifugal compressor. The labor cost to remove and reinstall motor
from the roof of the building was extensive. A crane was used to remove and reinstall the motor.
Refrigerant recovery service was utilized during the repair process as well. The drive was rebuilt,
and new motor installed.
- 9-year-old Air cooled Scroll chiller. Cause of Loss: Relays arcing.
DESCRIPTION: LP & HP Transducer and sensor shorted out and required replacement.
- 2-year-old Reciprocating chiller. Cause of Loss: Compressor arcing, grounded.
DESCRIPTION: Technicians were called out when the compressor on chiller unit stopped
functioning. Inspection of the chiller unit found that compressor Ohm tested too high. The
technicians determined the compressor motor windings were open and the unit shorted to ground.
The compressor has been replaced and the unit has been returned to service.
- 5-year-old Water cooled Centrifugal chiller. Cause of Loss: Compressor Arcing.